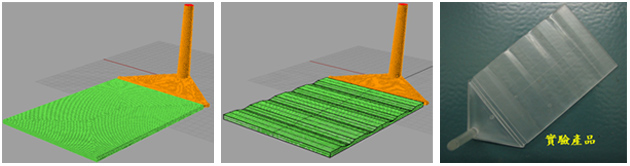
Though plastic injection molding allows rapid mass production, the warpage problem induced by the process is difficult to solve. This study is aimed to observe the warpage result of wall thickness variation (flat plate vs. flat plate of 40% abrupt thickness variation) and of different mold temperatures (30℃, 40℃ and 60℃). The study result has demonstrated the solution to solve the warpage problem and has established the design guidelines of reducing wall thickness for industry applications. As product designs become more complex,  the wall thickness plays an important role in determining product shrinkage and product yields, resulting in low dimensional accuracy and failure in assembling. In addition, there are many influence factors of warpage, such as temperature, wall thickness uniformity, residual stress and cooling time…etc. To meet tolerance requirements, the appropriate control and design are vital to produce quality products. Traditionally, shrinkage and warpage can be eliminated through modifying process parameters. Nevertheless, it’d be difficult to rely only on adjusting process parameters to solve these problems. This project is aimed to effectively improve and control the warpage with the novel design of abrupt wall thickness along with the mold temperature control.  The result of this study is expected to establish the design standard and to be applied to the industry. In order to understand the impact of wall thickness design and temperature on warpage, the study has designed a flate plate and a single-sided flate plate with abrupt thickness of 40% variation and special fan gate design to create uniform filling at the same time. The warpage will occur by applying different temperature parameters on both sides of the part. The upward direction of warpage is U-shape and the downward is reverse U shape. For the warpage nodes, the contact area between the flat plate and the gate was divided into 10 equal parts to observe each warpage result. 9 measure warpage nodes were set on both the original and the revised flat plates. According to the analysis result and experimental results, the flat plate created a concave warpage at the reversed side when the constant core temperature was high (30-75℃, 45-75℃, 60-75℃), and it’s more obvious for flat plate with abrupt thickness since the wall thickness has been cored out on the cavity side, causing less volumn shrinkage and greater shrinkage on the core side. The warpage is based on the level of temperature variation on both sides of mold. As the temperature variation has shown, the greater the temperature difference is, the greater impact warpage will have on products. On the other hand, when the constant temperature of the cavity is high (75-30℃, 75-45℃, 75-60℃), the flat plate will create U-shaped warp and result in less shrinkage due to the one-side cored-out part can effectively improve warpage. Therefore, we can apply the thickness variation and mold temperature control method on the covers of electronics and meet the warpage tolerance. Corresponded to the experiment result, the Moldex3D analysis result has indicated that the control factors of the variation of wall thickness and temperature will affect product quality. Therefore, applying Moldex3D simulation software is the solution to predict flow, shrinkage and warpage behaviors during the early design phase. The accurate analysis result can be applied on actual manufacturing to help save a great amount on costly mold trials. Laboratory Instruments,instrumentation laboratory,instrument laboratory, Large centrifuge Ares Precision Machinery Technology Co. Ltd. , https://www.aresmfgs.com
Resource Center of Chung Yuan University (MAERC)Executive Summary
Challenge
Case Study
 Analysis Results and Actual Product
Analysis Results and Actual Product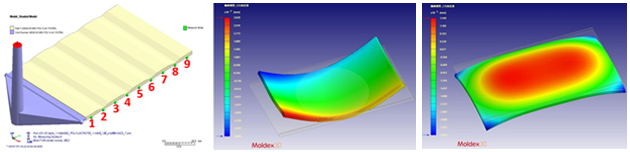 9 measure nodes and the U-shaped and the reverses U-shaped parts
9 measure nodes and the U-shaped and the reverses U-shaped parts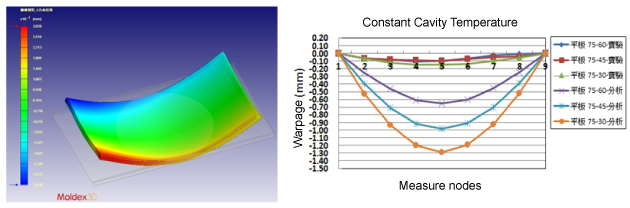
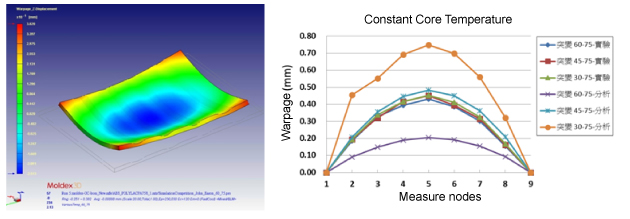
The warpage result of the original design and the revised design
Applying Moldex3D Simulation on Flat Plates to Prevent Warpage
Customer Profile