With the gradual expansion of the application of oil-sealed vacuum pumps, how it works is getting more and more attention. For the oil-sealed vacuum pump, its important feature is to obtain a higher degree of vacuum. Its working principle is to seal the parts between each part and the exhaust valve part, so as to obtain a higher degree of vacuum.
With the mechanical vacuum pumps that are widely used today, the accuracy of fittings between moving parts is even high. When the pump reaches the ultimate vacuum, it is also difficult to prevent the gas from "breaking" backflow from the low vacuum end to the inlet end. Because the pump inevitably has harmful space in the design, manufacture and assembly, it also reduces the ultimate vacuum of the pump. Oil-sealing vacuum pumps use oil to seal the parts moving toward each other and the exhaust valve parts; at the same time, the space is filled with harmful substances, so that there is less chance of high-pressure gas “breakthrough†and the sealing performance is much better, so that the pump Can achieve a higher degree of vacuum.
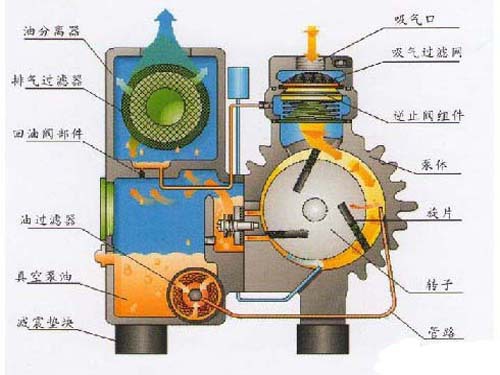
The mechanical vacuum pump, which uses oil to keep the moving parts sealed and pumping the volume of the pump chamber, is collectively referred to as an oil-sealed vacuum pump. At the same time, the mechanical vacuum pump that uses oil to maintain the sealing of moving parts and achieves pumping by changing the volume of the pump chamber is collectively referred to as an oil-sealed vacuum pump. Their working principle is to pump and increase the volume of the pump chamber studio mechanically. When the volume of the working chamber in the pump chamber becomes minimum, it communicates with the inlet duct of the pump, and then the gas enters the pump suction chamber until the suction chamber has the largest volume and is separated from the intake port again. When the volume is reduced, the gas is compressed until the pressure of the gas is greater than one atmosphere, the exhaust valve is opened, and the gas is exhausted.
At present, the oil-sealed vacuum pump is the most widely used type of vacuum pumping technology in the country. It can be used not only as an exhaust pump for low-vacuum equipment, but also as a fore-stage vacuum pump for high vacuum exhaust. Vacuum seal type mechanical vacuum pumps widely used in the vacuum industry are mostly medium and small rotary vane pumps, medium and large-sized rotary valve pumps, and the like. Therefore, it has been playing an increasingly important role in many sectors such as electric vacuum, electronics, light chemical industry, iron and steel, and nonferrous metal smelting. Since the oil-sealed vacuum pumps are equipped with gas ballast devices, it is also possible to draw off moist gases. However, its deficiency is not suitable for the treatment of oxygen-rich, explosive, corrosive ferrous metals, chemical substances acting on the pump sealing oil, and gases containing particulate dust.
At present, many domestic research institutes and manufacturers are designing and manufacturing oil seal vacuum pump series that extract water vapor and corrosion resistance. With the development and application of new technologies and materials, a variety of oil-sealed vacuum pumps with better performance that can meet various industrial needs and have strong adaptability will be produced.
Brake Pad For Haval,Brake Pads For Haval,Ceramic Brake Pad For Haval,Auto Spare Parts For Haval
Hengshui Zhongcheng Friction Material Co.,Ltd. , https://www.hszcbrake.com