High Temperature Oil Resistant Steel Wire
Industrial cloth fabric braided steel wire reinforced air water Oil Hose and hydraulic rubber hose/Industrial Hose
Product Introduction
Product Description
Structure:A rubber hose consisting of an inner rubber layer of high temperature steam resistant synthetic rubber, a 1-2 layer steel wire braid layer and an outer rubber layer with heat and aging resistant properties.
Application:High oil resistant steel wire is used for continuous transport of saturated steam and superheated water up to +150°C or intermittently up to +160°C.
Temperature Oil Resistant Steel Wire,High Oil Resistant Steel Wire,High Temperature Resistant Steel Wire Shaanxi Yanchang Petroleum Northwest Rubber Flexible Pipe Co., Ltd. , https://www.cnrtp.com
The burner management system (BMS) of the 8# unit of the 2×100MW grade unit of the Baoding Thermal Power Plant, the control system consists of the XDPS-400 distributed control system (DCS) of Xinhua Control Engineering Co., Ltd., and the flame detector adopts the American Forney ( FORNEY) company's fire inspection (DIGITALPROFILEDETECTOR--DPD).
The main function of the burner management system (BMS) is to continuously monitor various parameters and conditions of the combustion system under various operating modes such as start, stop, and normal operation of the boiler, provide flexible control operations, and reliably start or stop the furnace. Provide fuel and prevent unsafe supply of fuel to the boiler furnace. Operate in a safe order under accident conditions to avoid the accumulation of fuel and air in the furnace to prevent accidents such as boiler explosion and ensure the safe operation of the boiler. . The BMS is designed to meet the requirements of NFPA85B, NFPA8504, NFPA85G, NFPA85H safety explosion protection codes and boiler plants.
one. Burner Management System The Burner Management System (BMS) can be divided into common logic and burner control by function.
1.1 Common Logic Section Common logic includes:
- Furnace Purge Logic - Fuel Trip (OFT)
--- Flame monitoring judgment 1.2 Burner control section The burner control section includes:
--- Oil burner sequential logic -- Fuel start allowed --- Main oil valve and purge valve control II. The main functions of BMS 2.1. Furnace purging Furnace purging is to make the air flow through the furnace and its connected flue, so as to effectively remove the flammable materials accumulated in the furnace and the flue, and prevent the flammable explosion in the furnace and flue. The object explodes when it encounters a fire source. According to the US NFPA explosion-proof regulations, fresh air equivalent to 3 to 5 times the volume of the furnace must be replaced. In the logic of the burner management system, the necessary purge logic is set before ignition, after the accident trip, and after normal shutdown, so as to purge any possible combustibles in the furnace, if the air volume is >30%. Purge for 5 minutes.
The following conditions must be met before purging:
* No hot start condition.
* No induced boiler MFT signal.
* Furnace without feed (including coal, oil, limestone).
* Appropriate total air flow * Air flow is clear The above conditions are displayed on the "BMS control panel" screen of the CRT of the distributed control system (DCS). When all the conditions are met, the "permissible purge" turns green and the operator presses the "purge button" to start the purge, the "purge on progress" lamp lights, and the 5-minute purge process begins. If the above conditions are satisfied during the purging process, the "purge completed" lamp on the screen will be on after the purging is completed after 5 minutes; if the conditions are lost, the purging process will be interrupted and the "purge interrupt" lamp on the screen will be on. After the sweep conditions are met again, the complete purge process is restarted.
When the purge is completed, the main fuel trip (MFT) reservoir is automatically reset and the boiler can enter the "start ignition" mode. If the operator fails to ignite within a certain time, the system will start the OFT and MFT logic and return to the blow. Scan state.
2.2 Fuel Injury Trip (OFT)
When the boiler is in the ignition start-up process, when the fire detection “fire†signal disappears or the fuel supply is abnormal, the burner management system (BMS) will immediately close the oil supply quick-break valve and the oil supply valve of each oil burner and shut off the oil on the bed. Burner and all fuel in the bed burner. This method of handling a fault is called an accident fuel trip (OFT). The main fuel trip (MFT) will also trigger the fuel accident trip (OFT).
2.3 Flame detection system It is the key link of the burner management system (BMS) and fire protection. It is responsible for the detection of the furnace flame. In the process of preventing furnace explosion judgment, the only criterion for detecting the presence of combustion of the furnace flame when the fuel is fed in is The quality of the flame detection determines the correctness of the OFT operation. The flame detector is required to have a good single flame nozzle flame detection capability and also requires the flame detector to have sufficient identification capability to identify the authenticity of the monitored flame presence.
2.4 Allowable starting conditions for oil injection The following conditions should be satisfied before the fuel injection under the bed: The lower OFT resets.
* The pressure of the fuel pipe is normal.
* The fuel shut-off valve opens.
* Ignition booster fan is running.
Before the oil gun on the bed should meet the following conditions * upper OFT reset.
* The pressure of the fuel pipe is normal.
* The fuel shut-off valve opens.
* The bed temperature is suitable.
When the conditions are met, the operator can start a designated burner group to fire through the ball marker. The system is put into each device according to the sequence, as shown in Figure 1. 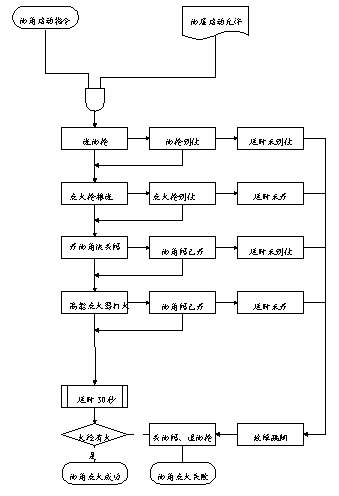

CONSTRUCTION:
This hose made of excellent heat-resistant rubber. The reinforcement is braided with copper facing wire.
APPLICATIONS:
For conveying saturated steam and super-heated water continually at a temperature below 150℃(302℉)or intermittently at a temperature below 160℃(320℉)
We can offer OEM Services
We can provide FREE SAMPPLE for our customers
We can crimp hose assembly for our customers.
We welcome clients to visit our factory leading to better understanding of our production.
Standard:QIXXC021 HG /T3036
Appearance:The appearance of high temperature oil resistant steel wire is black glossy surface and black cloth surface.
Application of Burner Management System in 450t/h Circulating Fluidized Bed Unit
The DG450/9.81-1 circulating fluidized bed boiler is developed and manufactured by Dongfang Boiler Co., Ltd. (DBC) on the basis of the introduction of the large-scale circulating fluidized bed boiler technology of the American Forster Wheeler (FW) Company. China's first million-kilowatt-class fuel-fired circulating fluidized bed boiler. The IG450/9.81-1 circulating fluidized bed boiler is ignited under the bed. The boiler is equipped with two bed under air igniters and four bed igniters. When the igniter under the bed ignites, it can quickly heat the bed temperature to about 550°C. At this time, start the oil gun on the bed and further heat the bed temperature to 600°C to ensure the reliability of ignition. The burner is equipped with a high-energy ignition device and flame detection device.