This kind of special Flip Clocks shown on our official website are the hot selling product in our factory. We provide the good quality and competitive price to our customers and try our best to make customers please. We have many interesting kinds of flip clock, and some of them are never seen in the world. Such as bike flip clock and TV flip clock and so on. Besides, we also provide the classic style flip clocks for daily sell. Retro Modern Auto Flip Clock;Retro Mechanical Flip Clock;Flip Wall Clocks;Large Flip Clock Wall;Flip Numbers Alarm Clock Guangzhou Huan Yu Clocking Technologies Co., Ltd. , https://www.mk-time.com

OLED manufacturing process and key technologies
The original text of OLED is Organic Light Emitting Diode, which means "organic light emitting display technology" in Chinese. The principle is that an organic light-emitting layer is sandwiched between the two electrodes, and the positive and negative electrons emit light when they meet in the organic material. The component structure is simpler than the current popular TFT LCD, and the production cost is only three to four of the TFT LCD. To the left and right. In addition to cheaper production costs, OLEDs have many advantages, such as the characteristics of self-illumination. At present, LCDs require a backlight module (with a lamp behind the liquid crystal), but the OLED will emit light after power-on, which can save the weight of the lamp. Volume and power consumption (the lamp consumes almost half of the entire LCD screen), not only the thickness of the product is only about two centimeters, the operating voltage is lower to 2 to 10 volts, and the response time of the OLED (less than 10ms) And the color is better than the TFT LCD, and has more flexible characteristics, making it a wide range of applications.
OLED structure and principle of illumination
The basic structure of OLED is to make a layer of tens of nanometer thick organic light-emitting material on the indium tin oxide (ITO) glass as the light-emitting layer. The light-emitting layer has a metal electrode with a low work function to form a sandwich structure.
The basic structure of OLED mainly includes:
Substrate (transparent plastic, glass, metal foil) - The base layer is used to support the entire OLED.
Anode (transparent) - The anode eliminates electrons (increasing electron "holes") as current flows through the device.
Hole Transport Layer - This layer consists of molecules of organic material that transport "holes" from the anode.
Luminescent layer - This layer consists of organic material molecules (different from the conductive layer) in which the illuminating process takes place.
Electron Transport Layer - This layer consists of molecules of organic materials that carry "electrons" from the cathode.
The cathode (which may be transparent or opaque, depending on the type of OLED) - the cathode will inject electrons into the circuit when current is flowing through the device.
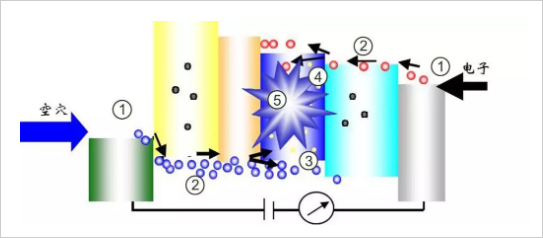
The OLED is a double-injection type light-emitting device. Under the driving of the external voltage, electrons and holes injected by the electrode are combined in the light-emitting layer to form an electron-hole pair at the binding level, that is, an exciton, and the exciton radiation is excited to emit a photon. Produces visible light. In order to enhance the injection and transport ability of electrons and holes, a hole transport layer is usually added between the ITO and the light-emitting layer, and an electron transport layer is added between the light-emitting layer and the metal electrode to improve the light-emitting property. Among them, holes are injected from the anode and electrons are injected from the cathode. The holes hop on the zoi high occupied molecular orbital (HOMO) of the organic material, and the electrons hop on the lowest unoccupied molecular orbital (LUMO) of the organic material.
The luminescence process of OLEDs usually has the following five basic stages:
Carrier injection: Under the action of an applied electric field, electrons and holes are injected from the cathode and the anode to the organic functional layer sandwiched between the electrodes, respectively.
Carrier transport: The injected electrons and holes migrate from the electron transport layer and the hole transport layer to the light-emitting layer, respectively.
Carrier recombination: After electrons and holes are injected into the luminescent layer, they are bound together by the action of Coulomb force to form electron-hole pairs, ie, excitons.
Exciton migration: Due to the imbalance of electron and hole transport, the main formation region of the excitons usually does not cover the entire luminescent layer, and thus diffusion migration occurs due to the concentration gradient.
Exciton radiation repels photons: exciton radiation transitions, emits photons, and releases energy.
The color of the OLED luminescence depends on the type of organic molecules in the luminescent layer. Several organic films are placed on the same OLED to form a color display. The brightness or intensity of the light depends on the properties of the luminescent material and the magnitude of the applied current. For the same OLED, the greater the current, the higher the brightness of the light.
OLED manufacturing principle
The OLED component is composed of an n-type organic material, a p-type organic material, a cathode metal, and an anode metal. Electrons (holes) are injected from the cathode (anode), and are conducted through an n-type (p-type) organic material to a light-emitting layer (generally an n-type material), which is emitted by recombination. Generally, on a glass substrate made of an OLED element, ITO is first sputtered as an anode, and then p-type and n-type organic materials and a metal cathode having a low work function are sequentially plated by vacuum thermal evaporation. Since the organic material is liable to react with moisture or oxygen, a dark spot is generated to make the component not bright. Therefore, after the vacuum coating is completed, the component must be packaged in an environment of anhydrous gas and oxygen.
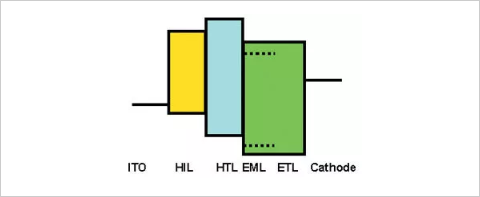
Between the cathode metal and the anode ITO, the currently widely used component structure can be generally divided into five layers. As shown in the figure, the hole injection layer, the hole transport layer, the light-emitting layer, the electron transport layer, and the electron injection layer are sequentially arranged from the side close to the ITO.
As for the electron transport layer, it is an n-type organic material, which has a high electron mobility, and the lowest non-occupied molecular track of the electron transport layer when electrons pass from the electron transport layer to the hole electron transport layer interface. The LUMO is much higher than the hole transport layer, and electrons do not easily enter the hole transport layer across the barrier, and the germanium is blocked by this interface. At this time, holes are transferred from the hole transport layer to the vicinity of the interface to recombine with electrons to generate excitons, and Exciton emits energy in the form of light emission and non-light emission. In the case of a general fluorescent material system, only 25% of the electron-hole pairs calculated by the selectivity are recombined in the form of light emission, and the remaining 75% of the energy is dissipated in the form of exotherm. In recent years, phosphorescent materials have been actively developed as a new generation of OLED materials that can break the selectivity limit to increase internal quantum efficiency to nearly 100%.
In the two-layer element, the n-type organic material, that is, the electron transport layer, is also used as the light-emitting layer, and the light-emitting wavelength is determined by the energy difference between HOMO and LUMO. However, a good electron transport layer, that is, a material with high electron mobility, is not necessarily a material with good light-emitting efficiency. Therefore, the current general practice is to dope high-fluorescence organic colorants by electron transport. The portion of the layer adjacent to the hole transport layer, also referred to as the light-emitting layer, has a volume ratio of about 1% to 3%. Doping technology development is a key technology for enhancing the fluorescence quantum absorption rate of raw materials. Generally, the selected material is a dye with high fluorescence quantum absorption rate.
The metal material of the cathode is conventionally a metal material (or alloy) having a low work function, such as a magnesium alloy, for electron injection from the cathode to the electron transport layer, and a common practice is to introduce a layer of electron injection layer. It is composed of a very thin low work function metal halide or oxide, such as LiF or Li2O, which can greatly reduce the energy barrier of the cathode and the electron transport layer and lower the driving voltage.
Since the HOMO value of the hole transport layer material is still different from that of ITO, in addition, after long time operation, the ITO anode may release oxygen and destroy the organic layer to generate dark spots. Therefore, a hole injecting layer is interposed between the ITO and the hole transporting layer, and the HOMO value is just between the ITO and the hole transporting layer, which facilitates hole injection into the OLED element, and the characteristics of the film can block the ITO. Oxygen enters the OLED element to extend component life.
OLED preparation process
OLEDs are not as complicated as LCD manufacturing programs because of their simple construction. However, due to the continuous improvement of OLED process equipment, there is no uniform mass production technology, and the difference between active and passive drive and full color method will affect the OLED process and unit design. However, the entire production process requires a clean environment and supporting processes and equipment. Improving the performance of the device not only starts from the basic structure of the device, that is, the chemical structure of the material, improves the material properties and the variety of materials; it also needs to deeply understand the physical process of the device and the internal physical mechanism to improve the structure of the device in a targeted manner. To improve the performance of the device. The two complement each other and continue to promote the development of OLED technology.
ITO substrate pretreatment process
First, it is necessary to prepare a conductive glass having good electrical conductivity and high transmittance, and ITO glass is usually used. High-performance ITO glass processing technology is more complicated and can be purchased directly on the market. ITO as an electrode requires a specific shape, size and pattern to meet the requirements of device design. It can be commissioned by the manufacturer to cut and lithographically pattern, or etch the ITO glass in the laboratory to obtain the desired Substrate and electrode pattern. The flatness and cleanliness of the surface of the substrate affect the growth of the organic film material and the performance of the OLED. The ITO surface must be strictly cleaned.
Commonly used ITO film surface pretreatment methods are: chemical methods (acid-base treatment) and physical methods (O2 plasma treatment, inert gas sputtering).
Acid and alkali treatment
The structure and composition of the solid surface are different from the interior, and the atoms or ions at the surface exhibit a coordination unsaturation due to the chemical bonds that are cleaved when the solid surface is formed.
It is for this reason that solid surfaces are highly susceptible to adsorption of foreign atoms, causing contamination of the surface. Water is the most common contaminant on solid surfaces due to the large amount of water present in the ambient air.
Since the chemical bond on the surface of the metal oxide is an ionic bond or a strong polar bond, it is easily combined with a highly polar water molecule. Therefore, the clean surface of most metal oxides is contaminated by water.
In most cases, water is finally dissociated and adsorbed on the surface of the metal oxide to form OH- and H+, and the adsorption centers are surface metal ions and oxygen ions, respectively.
According to the acid-base theory, M+ is the acid center and O- is the base of the base. At this time, the hydrolysis and adsorption are carried out at a pair of acid-base centers.
After dissociating the water on the surface of the ITO and then treating the surface of the ITO metal oxide with an acid or a base, H+ in the acid and OH- in the alkali are adsorbed by the center of the base and the acid center, respectively, to form a layer of dipole. Changed the work function of the ITO surface.
Plasma treatment
The role of the plasma is usually to change the surface roughness and increase the work function. It is found that the effect of plasma on the surface roughness is not great, and the root mean square roughness of ITO can only be reduced from 1.8 nm to 1.6 nm, but the effect on the work function is large. The method of increasing the work function by plasma treatment is also different.
Oxygen plasma treatment increases the surface oxygen content by supplementing the oxygen vacancies on the ITO surface.
The operation method is as follows: the ITO substrate is sequentially ultrasonically cleaned in a washing liquid, deionized water, a mixture of ethanol and acetone, and deionized water to remove the physical adsorption and chemical adsorption of the surface of the substrate, and then the cleaned substrate is cleaned. Place it on a clean workbench, bake or dry the ITO surface with high-speed nitrogen gas, and finally oxidize the ITO surface with oxygen plasma bombardment or UV ozone treatment. The pretreatment of ITO glass is beneficial to remove possible contaminants on the ITO surface, improve the work function of the ITO surface, and reduce the hole injection barrier of the ITO electrode to the organic functional material.
Film forming technology
The preparation of OLED materials includes organic small molecules, high molecular polymers, metals and alloys, and the like. Most organic small molecule films are prepared by vacuum thermal evaporation. Soluble organic small molecules and polymer films can be prepared by a simpler, faster and lower cost solution method. Spin coating, spraying, and wire mesh have been developed. Printing, laser transfer and other technologies. Metal and alloy films are usually prepared by vacuum thermal evaporation. In order to realize the full solution method for preparing OLEDs, a solution preparation method based on liquid metal such as conductive silver paste brushing has also been developed.
Vacuum thermal evaporation
The vacuum degree of the conventional thermal evaporation is approximately 10-4 Pa or more, and the higher the degree of vacuum, the less defects are formed in the film, and the purity of the material in the film is higher. Organic materials are heated under vacuum. Depending on the material properties, some materials will be liquefied and then vaporized. Some will be sublimed directly, then fly away from the surface of the material at a certain initial velocity, move to the surface of the ITO, and cool down to form a layer. film. If the degree of vacuum is lower than 10-4 Pa, the vacuum chamber is filled with water molecules, oxygen molecules and other impurity gases colliding with the organic small molecule material during the evaporation process, which will seriously reduce the film formation quality and even degrade or even deteriorate the device performance. . In the early stage of OLED research, a two-stage vacuum system with mechanical pump and molecular pump linkage is generally used to ensure high vacuum. In recent years, high-performance OLEDs have been prepared by pumping an ultra-high vacuum with a sputter ion pump after the molecular pump. There are two types of equipment for detecting the vacuum of the chamber: a heat conduction vacuum gauge for measuring a low vacuum of 0.1 Pa or less, that is, a thermocouple gauge and a resistance gauge, and an ionization gauge for measuring a high vacuum of 0.1 Pa or more. The thickness of the functional layer is detected by an oscillating wafer, and the evaporation rate of the organic material is generally 0.5 to 2 Ã…/s; the evaporation rate of the metal is generally 2 to 5 Ã…/s, and the thickness is 80 to 100 nm.
Spin coating
The preparation of organic small molecule OLEDs, vapor deposition of small molecules and metals requires vacuum thermal evaporation technology, and the equipment has high cost and complicated maintenance. The organic polymer has a large molecular weight and is easily decomposed upon heating. Therefore, a polymer film prepared by a solution method has a relatively low cost, and the film formation process is simple and rapid, and the film is uniform and dense. The spin coating method is to preliminarily adsorb the substrate on the rotary table of the spin coater, and then drop the pre-formed solution to the central portion of the substrate or cover the entire substrate, and the majority of the solution is generated by the centrifugal force generated by the high-speed rotation of the substrate. The substrate is removed and a film is left on the substrate due to the friction of the solution with the substrate and the viscosity of the solution itself. The thickness of the film formed by rotation depends mainly on the concentration and viscosity of the solution, the volatilization speed of the solvent, and the rotation speed and rotation time. The nature of the solvent, such as boiling point, polarity, etc., has a great influence on the morphology of the polymer film. The spin coating method has the advantage of film formation by solution method, but a large amount of solution is wasted outside the substrate during the spin coating process, which is not suitable for large-area devices and cannot realize full-color display, so the technology is large-scale Not applicable in production.
Inkjet printing
Compared with spin coating, inkjet printing technology greatly reduces the waste of materials, and can achieve patterned, full-color printing, suitable for the preparation of large-area devices. For example, a roll-to-roll (R2R) inkjet printing apparatus can achieve the fabrication of large-area devices without being limited by the size of the substrate. Inkjet printing is a non-contact, pressure-free, non-printing printing technology that pre-fills various functional materials into ink cartridges, converts graphic information into digital pulse signals through a computer, and then controls the nozzles. The movement and the ink droplets are formed, and the ink droplets are extruded by an external force, and the ink droplets are sprayed and deposited to the corresponding positions to form a desired pattern, thereby achieving accurate, quantitative, and positioning deposition to complete the final printed product. The key to inkjet printing technology is the development of ink, the design of the print head and printing system, and solvent evaporation control. Among them, the development of polymer inks is the most important, because the uniformity of the ejected droplets depends mainly on the physical properties of the ink, such as proper viscosity and surface tension. With the inkjet printing technology, PLED flat panel displays can be brought into the large size field.
Laser thermal transfer
Laser thermal transfer is a full-color AMOLED pixel pattern preparation technology with high precision, high resolution, good reliability, uniform thickness of transferred film, multi-layer film transfer, and advantages for large-size substrates. An ideal method for preparing high resolution, large size, full color AMOLEDs. Laser thermal transfer technology for the preparation of AMOLED is accomplished by a set of donor film, a set of high precision laser imaging systems and a pair of substrates. The specific process includes: first pressing the thermal transfer donor onto the substrate, and the donor and substrate acceptor surfaces must be in close contact; then exposing the donor imaging template with a laser to image the image from the donor and the acceptor The contact surface is released to the receptor transport layer and eventually adheres to the surface transport layer of the acceptor; finally the donor is stripped to complete the printing of high resolution stripes in the exposed area. The efficiency and color purity of OLEDs prepared by laser thermal transfer technology in a large environment are comparable to those of vacuum thermal evaporation of small molecule OLEDs.
Cathode process
The conventional cathode preparation method is to obtain a desired film pattern by vacuum thermal evaporation of a solid block, strip or filament silver, magnesium, aluminum or the like with a metal mask. In recent years, due to the simple preparation process and low equipment cost, the rapid development of wet preparation technology is continuously moving toward large-scale production in the industrialization direction. In order to achieve full wet preparation of OLED, the wet preparation process of the cathode needs to follow the development of the wet preparation of the organic functional layer. The conductivity of the cathode obtained by configuring the ink, film formation and post-treatment is gradually approaching the level of the vacuum evaporation cathode. Among them, silver nanoparticles are the research hotspots of wet preparation electrodes.
Packaging technology
Increasing the lifetime of OLEDs to commercialization is one of the key issues in the development of OLED industrialization. Water and oxygen contact with electrodes and even organic layers can cause bubbles in the electrodes of OLEDs. Dark spots appear in the light-emitting areas under working conditions, accelerating device aging. , to reduce the stability of OLED. Isolating water oxygen and dust through the device package is an effective way to improve the lifetime of the OLED. Currently commonly used packaging technologies include glass or metal cover packages, thin film packages, indium sealing, frit fusion sealing, and the like. The traditional cover package is in a glove box filled with an inert gas, and the glass substrate and the glass or metal cover are bonded by epoxy ultraviolet curing glue, thereby sealing the organic layer and the electrode sandwiched between the cover plate and the substrate. Isolation of oxygen, water vapor and dust from the outside atmosphere. In order to prevent a small amount of water and oxygen from remaining in the sealed environment, a desiccant may be added in advance. The film package is a combination of a cover film and a sealant by using a certain film deposition technique to prepare a protective layer. At present, the thin film package includes an inorganic thin film package, an organic thin film package, and an organic/inorganic alternating composite film package. Indium sealing is a soft metal vacuum sealing method commonly used in the electric vacuum device industry. It is mainly used to connect glass, ceramics and other materials to complete the sealing of the device. Indium has the characteristics of low melting point and good plasticity, which makes indium sealing have many advantages, such as low sealing temperature, good compatibility, small sealing stress and high precision. At present, the sealing of indium sealing for OLED is still in the exploration stage. The frit fusion seal is more and more widely used in the sealing of OLEDs. The OLED pixel array is fabricated on the underlying substrate, and an opaque frit layer of comparable area is fabricated on the top substrate, and then the top substrate and the bottom substrate are face to face. Placement, leaving a gap in the middle, and finally irradiating the frit sealing member through the mask plate with a laser or infrared ray to melt the connection between the frit layer and the underlying substrate while annularly surrounding the electroluminescent array. After the frit sealing member is cured, a sealing area is formed with the frit layer and the underlying substrate to protect the light-emitting array therein.
OLED colorization technology
Full color display is an important indicator to verify whether the display is competitive in the market. Therefore, many full-colorization technologies are also applied to OLED displays. There are usually three types of panel types: RGB pixel independent illumination, light color conversion ( Color Conversion) and Color Filter.
RGB pixel independent illumination
Independent illumination with luminescent materials is currently the most widely used color mode. It uses a precise metal shadow mask and CCD pixel alignment technology. First, it prepares the red, green and blue primary color illuminating centers, and then adjusts the color mixing ratio of the three color combinations to produce true color, so that the three-color OLED elements are independently illuminated. One pixel. The key to this technology is to improve the color purity and luminous efficiency of the luminescent material, while the metal shadow mask etching technology is also crucial.
At present, the organic small molecule luminescent material AlQ3 is a good green light luminescence small fraction of the material, its green color purity, luminous efficiency and stability are very good. However, the luminous efficiency of OLEDzui's good red light-emitting small molecule material is only 31m/W, and the lifetime is 10,000 hours. The development of blue-emitting small molecule materials is also very slow and difficult. The biggest bottleneck faced by organic small molecule luminescent materials is the purity, efficiency and longevity of red and blue materials. However, by doping the host luminescent material, blue light and red light with good color purity, luminous efficiency and stability have been obtained.
The advantage of the polymer luminescent material is that it can be adjusted by chemical modification. It has been obtained from blue to green to red in various colors covering the entire visible range, but its lifetime is only one tenth of that of small molecule luminescent materials. Therefore, for high molecular polymers, the luminous efficiency and lifetime of the luminescent materials need to be improved. Continuous development of luminescent materials with excellent performance should be an arduous and long-term issue for material developers.
With the colorization, high resolution and large area of ​​the OLED display, the metal shadow mask etching technology directly affects the quality of the display panel image, so more stringent requirements are placed on the dimensional accuracy and positioning accuracy of the metal shadow mask.
Light color conversion
The light color conversion is a combination of a blue OLED and a light color conversion film array. First, a device for emitting a blue light OLED is prepared, and then a blue light excitation color conversion material is used to obtain red light and green light to obtain full color. The key to this technology is to improve the color purity and efficiency of the light color conversion material. This technology does not require a metal shadow mask alignment technology, and only needs to evaporate blue OLED components, which is one of the potential full colorization technologies for large-size full-color OLED displays in the future. However, its disadvantage is that the light-color conversion material easily absorbs blue light in the environment, resulting in a decrease in image contrast, and the light guide also causes a problem of reduced picture quality.
Color filter film
This technology utilizes a white light OLED combined with a color filter film to first prepare a device for emitting a white light OLED, and then obtains three primary colors through a color filter film, and then combines three primary colors to realize color display. The key to this technology is to obtain high efficiency and high purity white light. The manufacturing process does not require a metal shadow mask alignment technology, and the color filter film fabrication technology of the mature liquid crystal display LCD can be used. Therefore, it is one of the potential full-colorization technologies for large-size full-color OLED displays in the future, but this technology can cause up to two-thirds of the light loss caused by the color filter film.
RGB pixel independent illumination, light color conversion and color filter film three manufacturing OLED display full colorization technology, each has advantages and disadvantages. Can be determined according to the process structure and organic materials.
OLED evaporation technology
What exactly is evaporation? This has to start with the structure of OLED. The typical structure is to make a layer of tens of nanometers thick luminescent material on the ITO glass - that is, the OLED screen pixel self-luminous material, there is a metal electrode above the luminescent layer, the electrode is applied with voltage, and the luminescent layer generates optical radiation; Electrons and holes are injected from the yin and yang stages respectively, and the injected electrons and holes are transported in the organic layer and recombined in the luminescent layer to excite the luminescent layer molecules to generate singlet excitons, and the singlet exciton radiation attenuates luminescence.
This is a bit more complicated to explain, but in general, the three sub-pixels you see, red, green and blue will shine on your own. Of course, the structure is also much more complicated when it comes to the entire panel, including isolation columns, insulation layers, and the like between sub-pixels. AMOLED also has a TFT backplane that controls each pixel switch.
This complicated structure is impossible to use for a micro-carving with a knife. If these structures are put into practice, it is a problem of the manufacturing process. The manufacturing process of OLED involves ITO glass cleaning, lithography processing, etc., all of which require high-tech, technologies that we have never seen before. In short, ITO can form electrode patterns and ITO on the substrate. Patterns, isolation column patterns, and more.
Subsequent process parts are crucial in the manufacture of OLED panels, namely evaporation. Inside the vacuum chamber, place the ITO glass substrate on a heated rotating sample holder, then place the fire underneath (of course not really put the fire), and the luminescent material you see is steamed up. Yes, the red, green and blue tri-color bulbs (of course not the real ones) are steamed up.
To put it a little higher, evaporation is the method of heating by current, electron beam bombardment heating and laser heating in a vacuum to evaporate the vaporized material into atoms or molecules, which then move in a straight line with a large free path, colliding with the substrate. The surface is condensed to form a film.
It can be said that evaporation is the essence of the OLED manufacturing process, and not only luminescent materials, metal electrodes and the like are also steamed up. Although we have the same evaporation method as steamed steamed buns, the actual operation is very complicated, such as how to control the pixel area, how to align the pixels, and how to control the thickness of the film that is steamed up, what pretreatment, and the vacuum degree of the evaporation chamber. Wait, it is not something that most of us can penetrate. In addition to evaporation, there are subsequent processes such as dispensing, encapsulation, aging, cutting, testing, and the like.
In fact, evaporation is indeed an important reason for the high cost of OLED screens. LG is not able to buy an iPhone 8 order because it can't buy too many evaporation machines.
OLED drive technology
In addition to optimization and improvement in process technology, equipment, raw materials and device structure design, the most important measure is to improve the drive mode and drive circuit design.
PMOLED drive technology
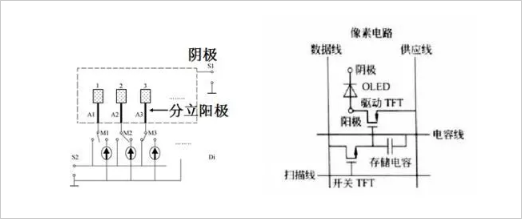
The pixels of the passive driving matrix are composed of a cathode and an anode simple substrate, and the intersection of the anode and the cathode can emit light, and the driving IC needs to be externally connected by a connection method such as TCP or COG. The display area on the display substrate is only the illuminating pixel (electrode, each functional layer), and all the driving and control functions are completed by the integrated IC (the IC can be placed outside the substrate or the non-display area on the substrate), and the PMOLED panel circuit is as shown in the figure. Shown. Passive drivers are divided into static drive circuits and dynamic drive circuits.
Static drive
The same electrodes (e.g., cathodes) of the respective organic electroluminescent pixels are connected together, and the other electrode (e.g., the anode) of each pixel is separately drawn; the voltage applied to the discrete electrodes determines whether the corresponding pixel emits light. In the display period of an image, the state of the pixel illumination or not is constant. To make a pixel glow, as long as the difference between the voltage of the constant current source and the voltage of the cathode is greater than the pixel illumination value, the pixel will be illuminated by the constant current source. If a pixel does not emit light, its anode is connected. On a negative voltage, it can be turned off in reverse. However, cross-effects may occur when there are many image changes. In order to avoid this phenomenon, AC drive must be used. The static drive circuit is generally used for the drive of the segment display.
Dynamic drive
The two electrodes of the pixels on the display are made in a matrix configuration, that is, the electrodes of the same nature of a horizontal set of display pixels are common, and the other electrode of the same set of properties of the vertical display pixels is common. If the pixels can be divided into N rows and M columns, there can be N row electrodes and M column electrodes, which we respectively refer to as row electrodes and column electrodes. In order to illuminate the entire screen pixel, the method of illuminating line by line or column by column and illuminating the whole screen pixel time is less than 20 ms of the human eye visual persistence limit, the corresponding driving method is called dynamic driving method. . In the process of driving the actual circuit, it is necessary to illuminate line by line or to illuminate the pixels column by column, usually by progressive scanning, line scanning, and the column electrodes are data electrodes. This is achieved by cyclically applying pulses to each row of electrodes while all column electrodes give a drive current pulse for the row of pixels, thereby enabling display of all pixels in a row. The row is no longer in the same row or the same column of pixels is added to the reverse voltage so that it is not displayed to avoid "cross-effect". This scanning is performed row by row, and the time required to scan all the rows is called the frame period.
The selection time for each line in a frame is equal. Assuming that the number of scanning lines of one frame is N and the time for scanning one frame is 1, the selection time occupied by one line is 1/N of one frame time. This value is called the duty ratio coefficient. At the same current, an increase in the number of scanning lines will cause the duty ratio to decrease, thereby causing an effective drop in current injection on the organic electroluminescent pixel in one frame, which degrades the display quality. Therefore, as the number of display pixels increases, in order to ensure display quality, it is necessary to appropriately increase the driving current or to employ a dual-screen electrode mechanism to increase the duty ratio coefficient.
In addition to the cross-effect due to the sharing of electrodes, the mechanism of pixel illumination in OLED displays is that positive and negative charge carriers are combined to form luminescence, as long as any functional film constituting their structure is directly connected, the two luminescence There may be mutual crosstalk between pixels, that is, one pixel emits light, and another pixel may emit weak light. This phenomenon is mainly caused by poor uniformity of thickness of the organic functional film and poor lateral insulation of the film. From the perspective of driving, in order to mitigate this unfavorable crosstalk, the reverse cutoff method is also an effective method.
Display with grayscale control: The grayscale of the display refers to the brightness level between black and white of black and white images. The more gray levels, the richer the image is from black to white, and the more detailed the details. Grayscale is a very important indicator for image display and colorization. Generally, the screens for grayscale display are mostly dot matrix displays, and the driving thereof is mostly dynamic driving. Several methods for implementing grayscale control are: control method, spatial grayscale modulation, and time grayscale modulation.
AMOLED drive technology
Unlike PMOLED, AMOLED is equipped with 2 transistors and 1 capacitor (ie 2T1C) in each pixel unit. This is the most basic pixel driving circuit mode of AMOLED. Considering the performance compensation such as brightness uniformity, you can design more. Transistors and capacitors. Each pixel of the active drive is equipped with a thin film transistor having a switching function, and each pixel is provided with a charge storage capacitor, and the peripheral driving circuit and the display array are integrated on the same glass substrate. The drive circuit of the active matrix is ​​hidden in the display screen, making it easier to achieve integration and miniaturization. In addition, since the connection problem between the peripheral driving circuit and the screen is solved, this improves the yield and reliability to some extent. The active driving is characterized by a constant current driving circuit integrated on the display screen, and each of the illuminating pixels corresponds to a thin film transistor for matrix addressing, and the driving light includes a thin film transistor, a charge storage capacitor and the like.
The active drive is a static drive mode with a memory effect and can be driven by 100% load. This drive is not limited by the number of scan electrodes. It can independently adjust each pixel independently. No duty cycle problem, easy to achieve high brightness. And high resolution. Active driving is more advantageous for OLED colorization because it can independently perform gray scale adjustment driving on low-brightness red and blue pixels. OLED display devices have diode characteristics and are therefore unidirectional DC driven in principle. However, since the thickness of the organic light-emitting film is on the order of nanometers, the size of the light-emitting area is generally larger than 100 micrometers, and the device has a remarkable capacitance characteristic. In order to increase the refresh frequency of the display device, the capacitor corresponding to the non-light-emitting pixel is rapidly discharged. At present, many driving circuits adopt a driving mode of forward constant current reverse constant voltage.
In the actual product, various factors affecting the image quality of AMOLED are more complicated. Some factors play a leading role, and some may be the result of a combination of various factors. For the factors that cause the deterioration of AMOLED image quality, the industry has studied each The driving compensation technology and the corresponding compensation circuit can be roughly classified into a voltage compensation method, a current compensation method, a digital driving compensation method, and an external compensation method. Compared with process technology and equipment technology to improve the quality degradation of AMOLED images, the means of circuit improvement is faster. Drive compensation technology is the key and difficult point of AMOLED driver, and it is also a special feature of AMOLED driver compared to TFT LCD driver.